Если у Васдеревообрабатывающее
предприятие, то конечно,есть проблема утилизации
отходов – ведь более 40%высококачественной
сухой древесины уходит в опилки.
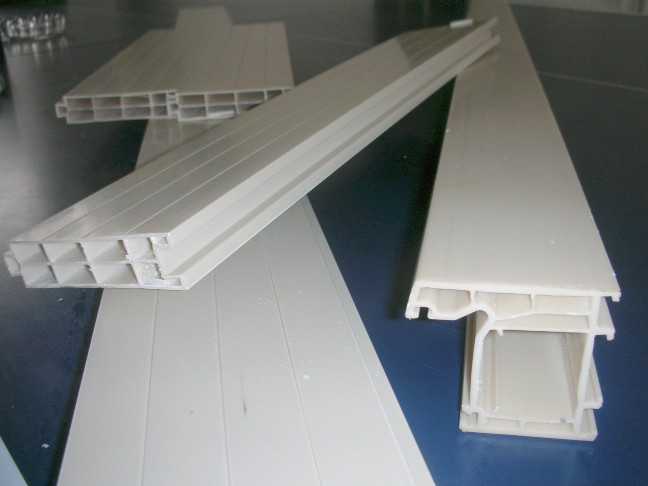
Мы предлагаем оборудование,
которое из этих опилок позволит изготавливать
различные высококачественный материал – дерево
пластик и изделия из него
Это оборудование для древесно-пластиковой
экструзии.
Современный качественныйматериал, изготовленный
по технологии дерево-пластика, можно
использовать как в производстве, так и продавать
в качестве заготовок, заменяющих МДФ.
Доля древесины в таких материалахсоставляет: 50-80% .
Древесина
является не просто компонентом композита, а
основным ее составляющим.
А
полимер играет роль связующегоклея для опилок.
От
содержания древесины,
зависят качества материала, при этом возрастает
показатель прочности.
.Древесные опилки являются
сырьем хорошего качества, имеющимся практически
везде и в больших количествах. В силу этого они
являются самым дешевым компонентом рецептуры.
Одними из главных характеристик как наполнителя,
на которые необходимо обращать внимание
являются: мягкость и влажность.
В качестве полимерного связующего для
древесно-полимерных смесей используется ПВХ, а
так же полиэтилен и
полипропилен. Возможно применение вторичного
полимерного сырья, так как требования к чистоте
таких композитов невелико, а стоимость вторичных
пластиков значительно ниже
Возможна
поставка оборудования для двух видов процесса
изготовления:
1.Одноэтапный
процесс: опилкивместе
с полимерными компонентами сразу подаются в
профильный экструдер.Происходит смешение с
пластиком, плавление, пластикация, гомогенизация
смеси и продавливание через профильную фильеру.
2. Двухэтапный, процесс:
сначала изготавливают
древесно-пластиковые гранулы -сырье для второго этапа.В процессе изготовления
гранул опилки и пластик дозируются
и подаются в экструдере. Происходит смешение с
пластиком, плавление, пластикация, гомогенизация
смеси и гранулирование.
На
втором этапе полученные гранулы при помощи
устройства дозирования
равномерно подается в профильныйэкструдер и продавливаются
через профильную фильеру.
Поскольку в этом случае уже не требуется
удаление влаги, вся длина шнека задействована
для выполнения основной задачи – плавление,
пластикация, гомогенизация смеси. В результате
достигается гораздо более высокая
производительность и более высокие механические
свойства получаемой продукции. Прочность на
излом вдвое выше, чем при
использовании одноступенчатого процесса.
Толщина стенок профиля,погонный
вес профиля, полученного в ходе двухступенчатого
процесса , получается до
50% меньше. Экономия материала окупает более
высокую стоимость комплекта оборудования.
ЕСЛИ ВАС
ЗАИНТЕРЕСОВАЛО ОБОРУДОВАНИЕ -МЫ ГОТОВЫ К
СОТРУДНИЧЕСТВУ